2024-04-19
(2)精车齿顶表圆加工:采用华菱BN-H200 RNGN090300刀片,一律切削参数的景况下,BN-H200的效劳直接普及50%◆,况且最终失效式样为寻常磨损。
声明:本文由入驻搜狐民多平台的作家撰写,除搜狐官方账号表▼◆,观念仅代表作家自己▼●◆,不代表搜狐态度。
从高效切削到精准加工,风电轴承和风电叶片加工的本质案例,闪现这些华菱CBN刀具若何正在风电行业中阐明症结用意▼◆◆。
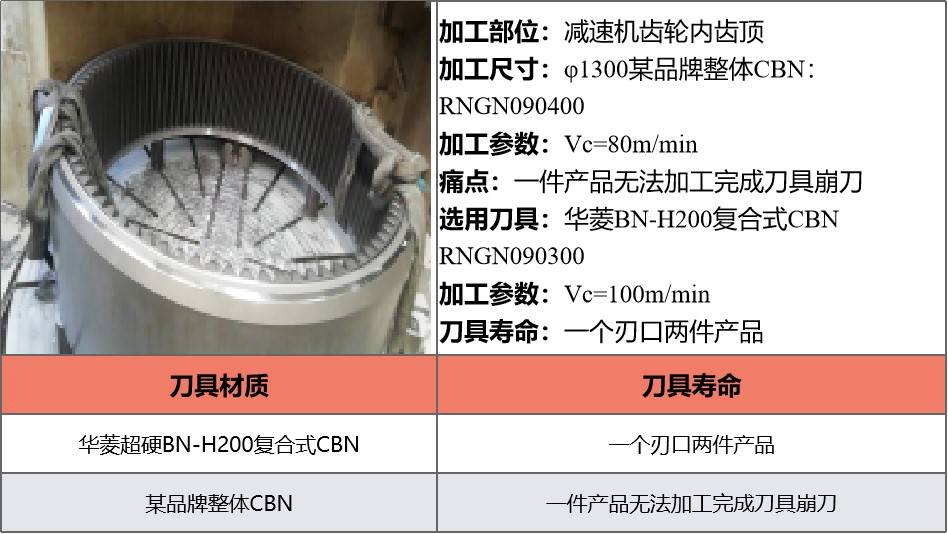
(1)风电齿轮表圈加工:采用华菱BN-H200复合式CBN,切削速率由历来的80m/min◆▼◆,擢升至100m/min的景况下,比拟某品牌CBN刀片◆▼,一个刃口能够成功加工两件产物效劳直接普及2倍。

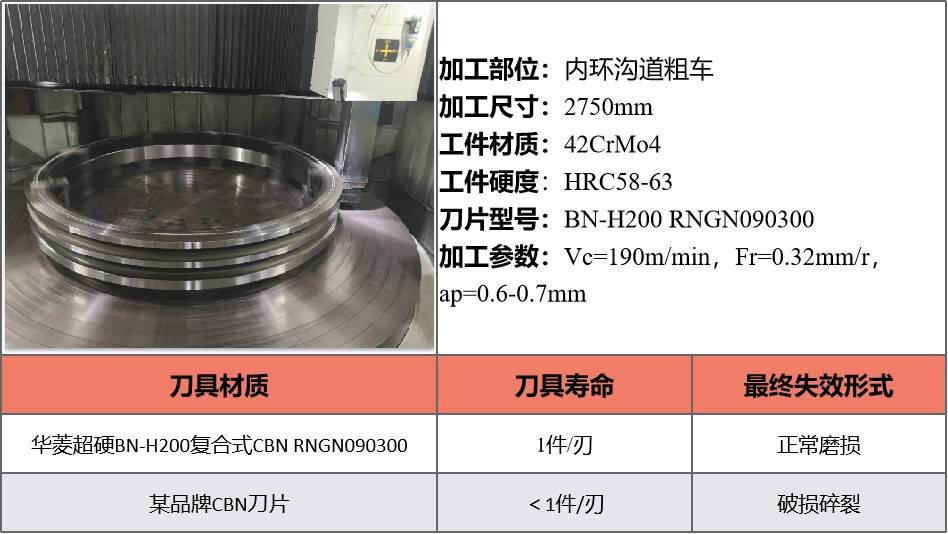
(1)风电轴承内环沟道粗车:采用华菱BN-H200 RNGN090300的刀片,并对加工参数举行了调解。BN-H200材质优良的耐磨性面临客户的沟道部位压力角尺寸超差,粗陋度超差,工件表表有划痕等痛点迎刃而解。
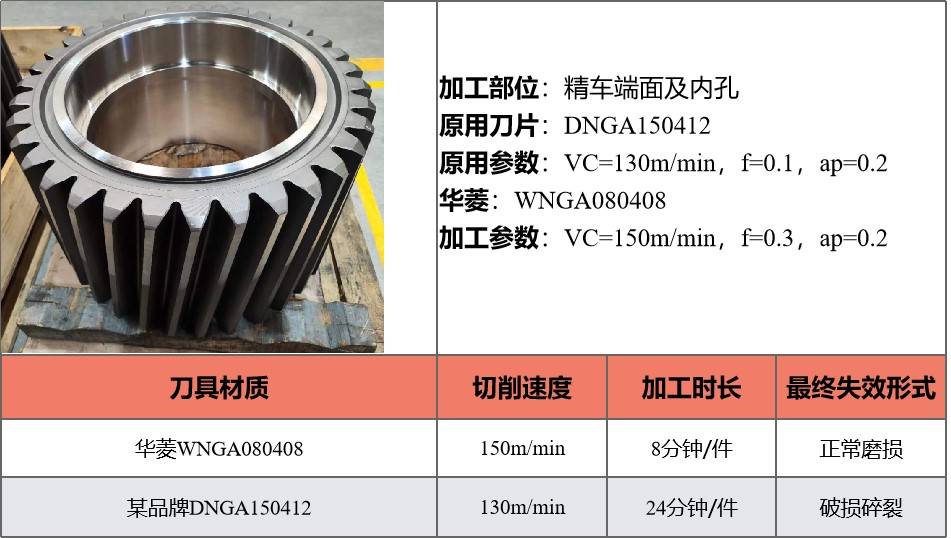
(4)精车端面及内孔:华菱BN-H200 WNGA材质刀片正在竣工300深内孔加工后●,依然能够负责粗陋度正在0.6以内。而且单件加工时长由之前的24分钟缩短至8分钟,加工效劳擢升了3倍◆◆。
(3)粗车端面及内孔:华菱举荐行使BN-H200 CBN RNGN060300的刀片后,正在包管最低2件寿命的硬性条款下,圆形刀局部对庞大工况表示越发安谧,上风代客户原用刀具;
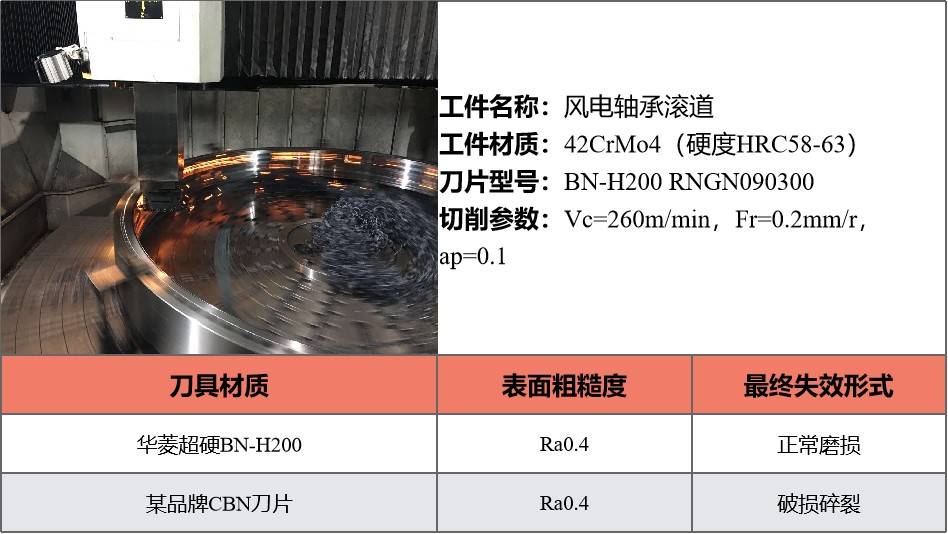
(2)风电轴承滚道加工:常用全部聚晶CBN刀片型号RNGN090300◆,出产效劳明显普及,表表光洁度可到达Ra0.4。

 华菱CBN刀具加工风电轴承齿轮叶片出色实例
华菱CBN刀具加工风电轴承齿轮叶片出色实例
凯发hyflux公司地址13部分连结发文 浙江启动以旧换新法式擢升步履
2024-04-25
凯发娱乐登陆2021近期时事音信热门事变十条 近期时事音信热门事变总结
2024-04-25
凯发娱乐官网电玩网址4月21日信息早领略丨昨夜今晨·热门禁止错过
2024-04-25
安好财险北京分公司举办“初心如磐廿二载奋楫笃行启新程”22周年司庆中心团修行为
2024-04-25
2024-04-25
网信动态|滨海新区互联网行业党委召开2024年合座(推廣)聚会
2024-04-25
2024-04-25
2024-04-25
联系我们
电话:0769-82283315 / 82283316 / 82283596
传真:0769-82283317
邮箱:yasamtool@163.com
地址:东莞市长安镇宵边社区新河路32号K8天生赢家一触发,k8凯发国际官方入口,凯发官网入口首页中心大楼
关注我们

扫一扫 关注我们
